Versuchprotokoll
| Allgemeine Informationen | |
| Projektdaten | |
| Arbeitspaket | I.7 Flachfolien- und Plattenherstellung |
| Verfahren | Flachfolien-/Plattenherstellung |
| Ziel der Untersuchung | Ermittlung von optimalen Verarbeitungsparametern und materialseitigen Grenzen. |
| Kommentar | Mirel P4001 ist ein kompostierbares Biokunststoffblend, entwickelt speziell für Extrusionsanwendungen. Laut Herstellerangaben wird dieses Produkt auf Basis von PHB hergestellt und ist somit einzigartig auf dem Biokunststoffmarkt. Kernspinnresonanzspektroskopie mittels 1H-NMR bestätigt diese Aussage. Die Probe Mirel P4001 zeigt das typische Spektrum eines kommerziellen PHB, genauer eines Copolymers aus P-3-HB und P-4-HB in einer Zusammensetzung von etwa 90 / 10 Mol-%. Des Weiteren ist eine geringe Menge von nicht identifizierten aliphatischen Zusätzen und anorganischen Beimengungen enthalten. Die Folienextrusionsversuche zeigen, dass mit polierten Chill-Roll-Walzen qualitativ hochwertige Flachfolien nur bis zu einer Dicke von 100 µm hergestellt werden können. Die hergestellte Folie ist opak, hat leichten bräunlichen Farbstich, weist keinen Oberflächenglanz auf und besitzt leichten Eigengeruch. Mit steigendem Grad der Verstreckung treten vermehrt Stippen, Löchern, Rissen und andere Fehler auf. Diese führen bei Folien unter 70 µm zum Abriss der Folienbahn. Variation und Optimierung relevanter Prozessparameter bringen keine sichtbaren Verbesserungen. Anhand der Mikroskopieaufnahmen konnten außerdem in der Folie eingeschlossene Pulverkörnchen identifiziert werden, welche sich an vereinzelnden Stellen zu größeren Bereichen agglomerierten. Ursache hierfür ist eventuell ein schlechtes Dispergieren des im Blend enthaltenen anorganischen Nukleierungsmittels. |
| Downloads |  |
| Bewertung | |
| Bewertung Versuchsreihe | ●●● |
| Bewertung Materialklasse | ●●● |
| Ergebnisse | |
| DSC | |
| Norm | DIN EN ISO 11357-1 |
| Norm | DIN EN ISO 11357-1 |
| Downloads | 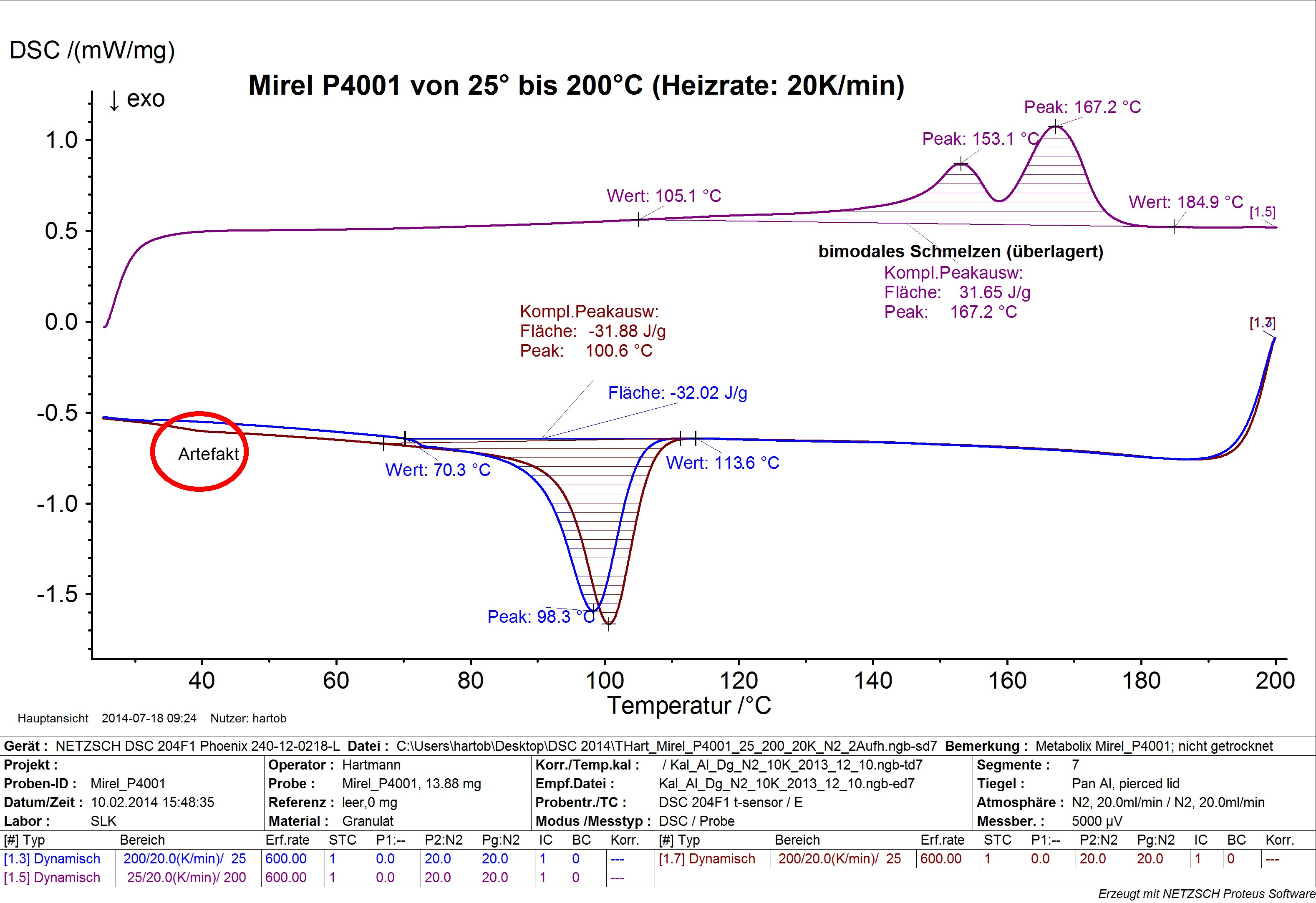 |
| Materialkonditionierung | |
| Gerätebezeichnung | Koch Trockenluft-Granulattrockner |
| Geräteart | Trockenluft |
| Temperatur | 60 °C |
| Zeit | 4 h |
| Schmelzen | |
| Norm | DIN EN ISO 11357 |
| Onset | 105,1 °C |
| Schmelzpunkt | 167,2 °C |
| Fläche | 31,65 J/g |
| Wievielte Aufheizung | 2. |
| Heizrate | 20 K/min |
| Kommentar | Beim Aufheizen ist ein bimodales Aufschmelzverhalten zu verzeichnen. Dies ist auf Unterschiedliche Schmelztemperaturen von P-3- und P-4-HB zurückzuführen. |
| Downloads | 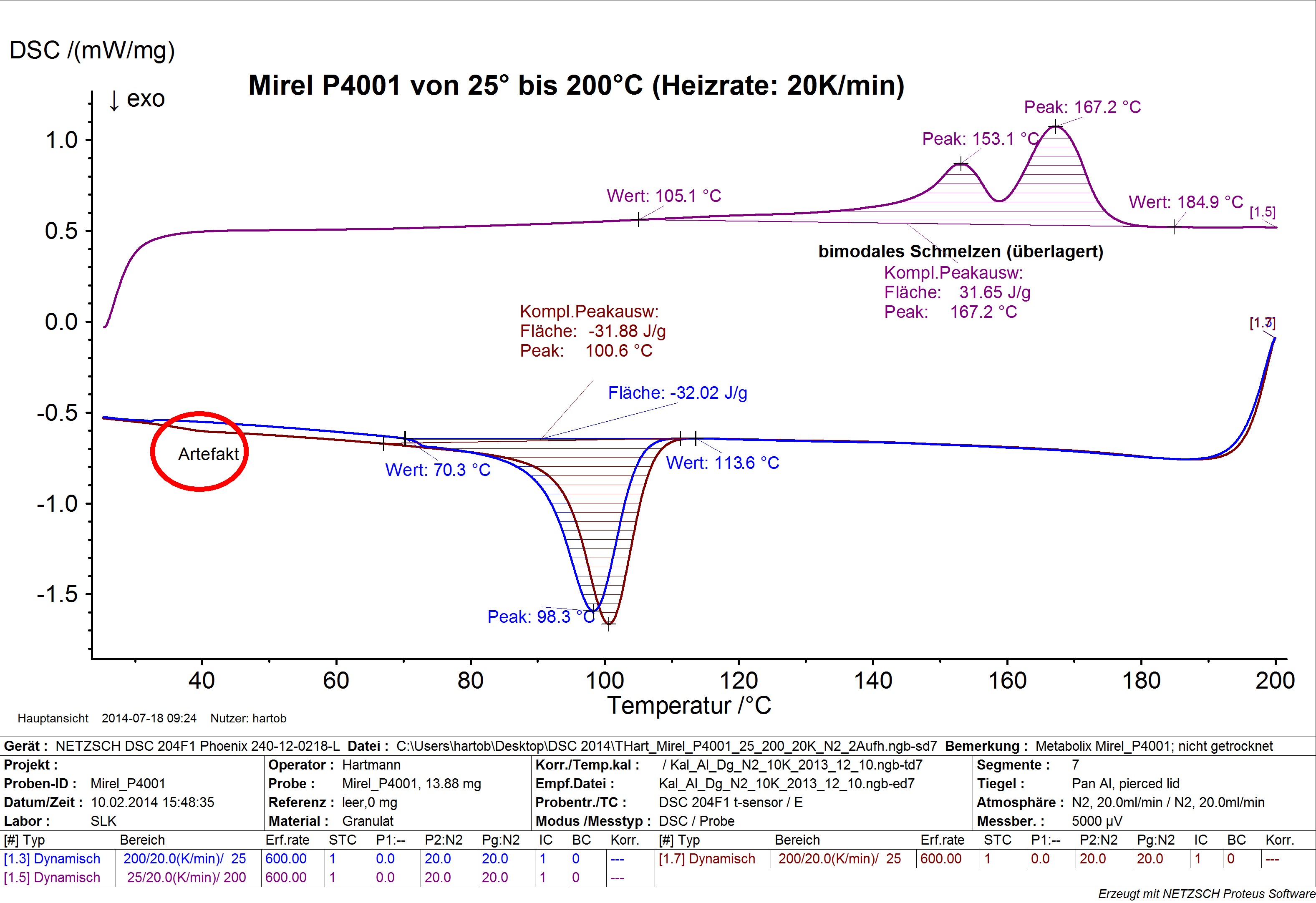 |
| Atmosphäre | N2 |
| Glasübergang | |
| Wievielte Aufheizung | 1. |
| Atmosphäre | N2 |
| Schmelze/Viskosität | |
| Norm | ISO 1133 B |
| Materialkonditionierung | |
| Geräteart | Druckluft |
| MFR/MVR | |
| MFR | 9,611 g/10 min |
| MVR | 7,9 cm3/10 min |
| Temperatur | 170 °C |
| Belastung | 2,16 kg |
| Downloads |  |
| Zugprüfung | |
| Materialkonditionierung | |
| Geräteart | Druckluft |
| Folien | |
| Downloads |   |
| Weiterreißversuch | |
| Richtung | Längs |
| Zugfestigkeit | |
| Norm | DIN EN ISO 527-3 |
| Prüfgeschwindigkeit | 5 mm/min |
| Zugfestigkeit | 22,2 N/mm2 |
| Abweichung | 0,491 |
| Kleinster Wert längs | 21,2 |
| Größter Wert | 22,9 |
| Prüfgeschwindigkeit | 5 mm/min |
| Zugfestigkeit | 19,8 N/mm2 |
| Abweichung | 0,2 |
| Kleinster Wert | 19,5 |
| Größter Wert | 20,2 |
| Parameter | |
| Einspannlänge | 115 mm |
| Kraftmessdose | 10 kN |
| Einspannbacken | Gummiert |
| Zugrichtung | längs |
| E-Modul | |
| Prüfgeschwindigkeit | 1 mm/min |
| E-Modul | 1490 MPa |
| Abweichung | 43,6 |
| Kleinster Wert längs | 1400 |
| Größter Wert | 1560 |
| E-Modul bei | 1 mm/min |
| E-Modul | 1280 MPa |
| Abweichung | 15,2 |
| Kleinster Wert | 1250 |
| Größter Wert | 1300 |
| Nominelle Bruchdehnung | |
| Bruchdehnung | 5,76 % |
| Abweichung | 0,371 |
| Kleinster Wert längs | 5,11 |
| Größter Wert | 6,29 |
| Bruchdehnung | 5,43 % |
| Abweichung | 0,192 |
| Kleinster Wert | 5,1 |
| Größter Wert | 5,75 |
| Zugdehnung | |
| Zugdehnung | 5,52 % |
| Abweichung | 0,345 |
| Kleinster Wert längs | 4,89 |
| Größter Wert | 5,96 |
| Zugdehnung | 5,29 % |
| Abweichung | 0,158 |
| Kleinster Wert | 5,03 |
| Größter Wert | 5,53 |
| Zugstäbe | |
| Parameter | |
| Zugrichtung | quer |
Fragen zu diesem Versuchsprotokoll? Wenden Sie Sich bitte direkt an das SLK.
Die Kontaktdaten finden Sie im Leitfaden. Zum Leitfaden