Versuchprotokoll
| Allgemeine Informationen | |
| Projektdaten | |
| Arbeitspaket | I.16 Spritzblasen/Spritzstreckblasen |
| Verfahren | Spritz-/Streckblasen |
| Ziel der Untersuchung | Feststellung der grundsätzlichen Verarbeitbarkeit zum Hohlkörper mittels Spritzblasverfahrens sowie ermittlung optimaler Maschineneinstellparameter. |
| Kommentar | Wie aus dem thermorheologischen Verhalten (siehe Protokoll) ersichtlich, ist die Verarbeitung von PBS zum Hohlkörper schwierig. Neben dem problematischen Anfahren, können nur langsam optimale Parameter für einen stabilen Prozess gefunden werden. Geringe Änderungen in den Einstellparametern führen zur signifikanten Beeinträchtigung der Hohlkörperqualität, wie z.B. Loch im Boden, nicht vollständig ausgeformte Flasche, oder gar zum Abbruch der Produktion. Die optimalen Parameter sind dabei 90°C im Neck- und 85°C im Bodenbereich des Preforms und eine Kühlzeit von 1,5 s. Veränderung der Werkzeugtemperatur um 5 K oder marginale Erhöhung der Kühlzeit bewirken Verdünnung des Flaschenbodens und Entstehung eines Loches. Um alle Konturen gut abbilden zu können, wird mit einem Vorblasdruck von 6 bar und einem maximalen Blasdruck von 8 bar gearbeitet. Die Oberfläche der Flasche ist glänzend, wachsartig und wie bei HDPE unruhig. Die Innenfläche der Flasche ist rau, weist aber keine Inhomogenität oder Fehler auf. |
| Downloads |  |
| Bewertung | |
| Bewertung Versuchsreihe | ●●● |
| Bewertung Materialklasse | ●●● |
| Ergebnisse | |
| Spritzblasen | |
| Zykluszeit | 45 s |
| Plastifizierzeit | 1 s |
| Einspritzzeit | 0,3 s |
| Nachdruckzeit 1 | 2 s |
| Nachdruckzeit 2 | 2 s |
| Kühlzeit (SG-Form) | 1,5 s |
| Vorblaszeit | 3,5 s |
| Hauptblaszeit | 1 s |
| Einspritzdruck | 65 bar |
| Nachdruck | 42 bar |
| Staudruck | 22 bar |
| Hauptblasdruck | 8 bar |
| Temperatur Plastifiziereinheit | 185 °C |
| Temperatur Verteiler | 175 °C |
| Blasformtemperatur | 20 °C |
| Bewertung des Verfahrens | ●●● |
| Materialkonditionierung | |
| Gerätebezeichnung | Koch Trockenlufttrockner |
| Geräteart | Druckluft |
| Temperatur | 60 °C |
| Zeit | 4 h |
| Spritzgießkavität | |
| Stufe 1 | 65 °C |
| Stufe 2 | 20 °C |
| Kommentar | Der „Boden“ (Tz 5-6) und „Körper“ (Tz 3-4) des Preforms werden mit Öl temperiert. In der Regel wird der Boden um 20-30 K kälter gefahren als der Körper, damit es beim Umformen im Bereich des Anschnittes nicht zur Rissbildung kommt. Der Bereich des Halses (Tz 1-2) wird mit Wasser gekühlt und ist unmittelbar nach dem Austritt aus der Spritzgießkavität formstabil. |
| Blasform | |
| Kühlung | Wasser |
| Temperierung | 20 °C |
| DSC | |
| Norm | DIN EN ISO 11357-1 |
| Fließgrenztemperatur | 114,3 °C |
| Norm | DIN EN ISO 11357-1 |
| Downloads |  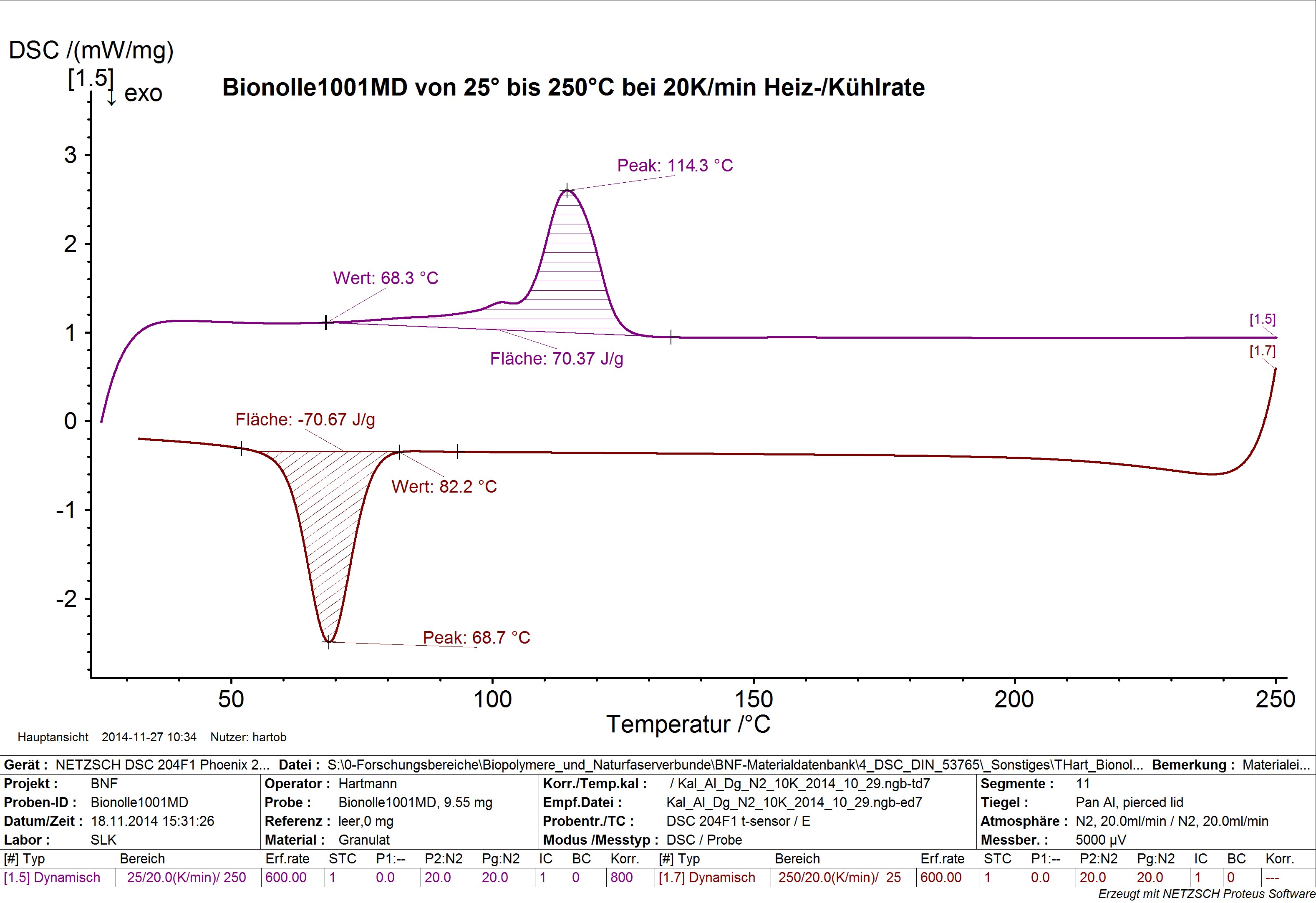 |
| Materialkonditionierung | |
| Gerätebezeichnung | Koch Trockenluft-Granulattrockner |
| Geräteart | Trockenluft |
| Temperatur | 60 °C |
| Zeit | 4 h |
| Schmelzen | |
| Norm | DIN EN ISO 11357 |
| Onset | 68,3 °C |
| Schmelzpunkt | 114,3 °C |
| Fläche | 70,37 J/g |
| Wievielte Aufheizung | 2. |
| Heizrate | 20 K/min |
| Downloads | 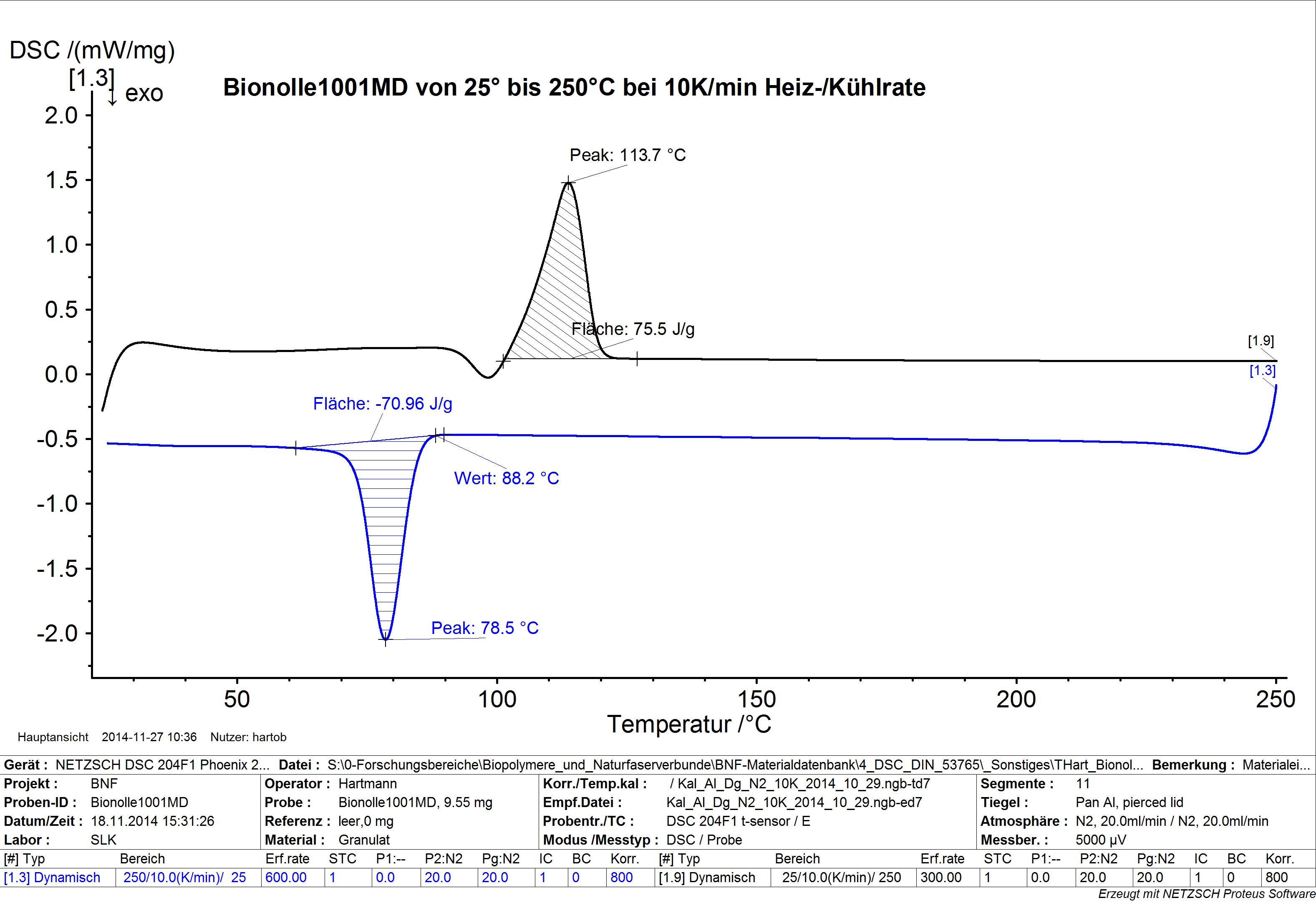  |
| Atmosphäre | N2 |
| Schmelze/Viskosität | |
| Norm | ISO 1133 B |
| Downloads |  |
Fragen zu diesem Versuchsprotokoll? Wenden Sie Sich bitte direkt an das SLK.
Die Kontaktdaten finden Sie im Leitfaden. Zum Leitfaden