Versuchprotokoll
| Allgemeine Informationen | |
| Projektdaten | |
| Arbeitspaket | I.16 Spritzblasen/Spritzstreckblasen |
| Verfahren | Spritz-/Streckblasen |
| Ziel der Untersuchung | Feststellung der grundsätzlichen Verarbeitbarkeit zum Hohlkörper mittels Spritzblasverfahrens sowie ermittlung optimaler Maschineneinstellparameter. |
| Kommentar | Die Verarbeitung von PLA ist mit langen Anfahrzeiten verbunden. Das Problem liegt im nur bedingt temperierbaren inneren formgebenden Teil der Spritzgießkavität, dem Blasdorn, welches das Einstellen eines genauen Temperaturprofils im Preform wesentlich erschwert. Aufgrund der niedrigeren Wärmeleitfähigkeit von PLA ist die Kühlphase länger als bspw. bei HDPE. Dies führt zum längeren Verbleib der Schmelze in der Spritzgießkavität und zwangsweise zum längeren Kontakt mit der temperierbaren äußeren Wand der Kavität sowie dem nicht temperierbaren Dorn. Im Resultat bildet sich ein starker Temperaturgradient über die Wanddicke des Preforms aus, wobei die innere Fläche des Preforms deutlich wärmer ist als die äußere und somit eine für das Umformen unzureichende Steifigkeit aufweist. Die temperaturbedingte Steifigkeitsunterschiede führen dazu, dass die Außenfläche der Hohlkörpers fehlerfrei abgebildet wird, wohingegen die wärmere innere Wand verminderte Oberflächenqualität zeigt und für eine Texturbildung in stärker verstreckten Bereichen verantwortlich ist. Variation der verfahrensbestimmenden Parameter zeigen Verbesserungen, eine qualitativ hochwertige Flasche aus dieser PLA-Type ist ohne konstruktive Änderungen der Form bzw. Maschine nicht herstellbar. |
| Downloads |  |
| Bewertung | |
| Bewertung Versuchsreihe | ●●● |
| Bewertung Materialklasse | ●●● |
| Ergebnisse | |
| Spritzblasen | |
| Zykluszeit | 45 s |
| Plastifizierzeit | 1 s |
| Einspritzzeit | 0,3 s |
| Nachdruckzeit 1 | 2 s |
| Nachdruckzeit 2 | 2 s |
| Kühlzeit (SG-Form) | 1,5 s |
| Vorblaszeit | 5 s |
| Einspritzdruck | 70 bar |
| Nachdruck | 40 bar |
| Staudruck | 70 bar |
| Hauptblasdruck | 6 bar |
| Temperatur Plastifiziereinheit | 195 °C |
| Temperatur Verteiler | 195 °C |
| Blasformtemperatur | 23 °C |
| Bewertung des Verfahrens | ●●● |
| Materialkonditionierung | |
| Gerätebezeichnung | Koch Trockenlufttrockner |
| Geräteart | Trockenluft |
| Temperatur | 60 °C |
| Zeit | 4 h |
| Spritzgießkavität | |
| Stufe 1 | 100 °C |
| Stufe 2 | 20 °C |
| Kommentar | Der „Boden“ (Tz 5-6) und „Körper“ (Tz 3-4) des Preforms werden mit Öl temperiert. In der Regel wird der Boden um 20-30 K kälter gefahren als der Körper, damit es beim Umformen im Bereich des Anschnittes nicht zur Rissbildung kommt. Der Bereich des Halses (Tz 1-2) wird mit Wasser gekühlt und ist unmittelbar nach dem Austritt aus der Spritzgießkavität formstabil. |
| Blasform | |
| Kühlung | Wasser |
| Temperierung | 20 °C |
| DSC | |
| Norm | DIN EN ISO 11357-1 |
| Fließgrenztemperatur | 152,1 °C |
| Norm | DIN EN ISO 11357-1 |
| Downloads |  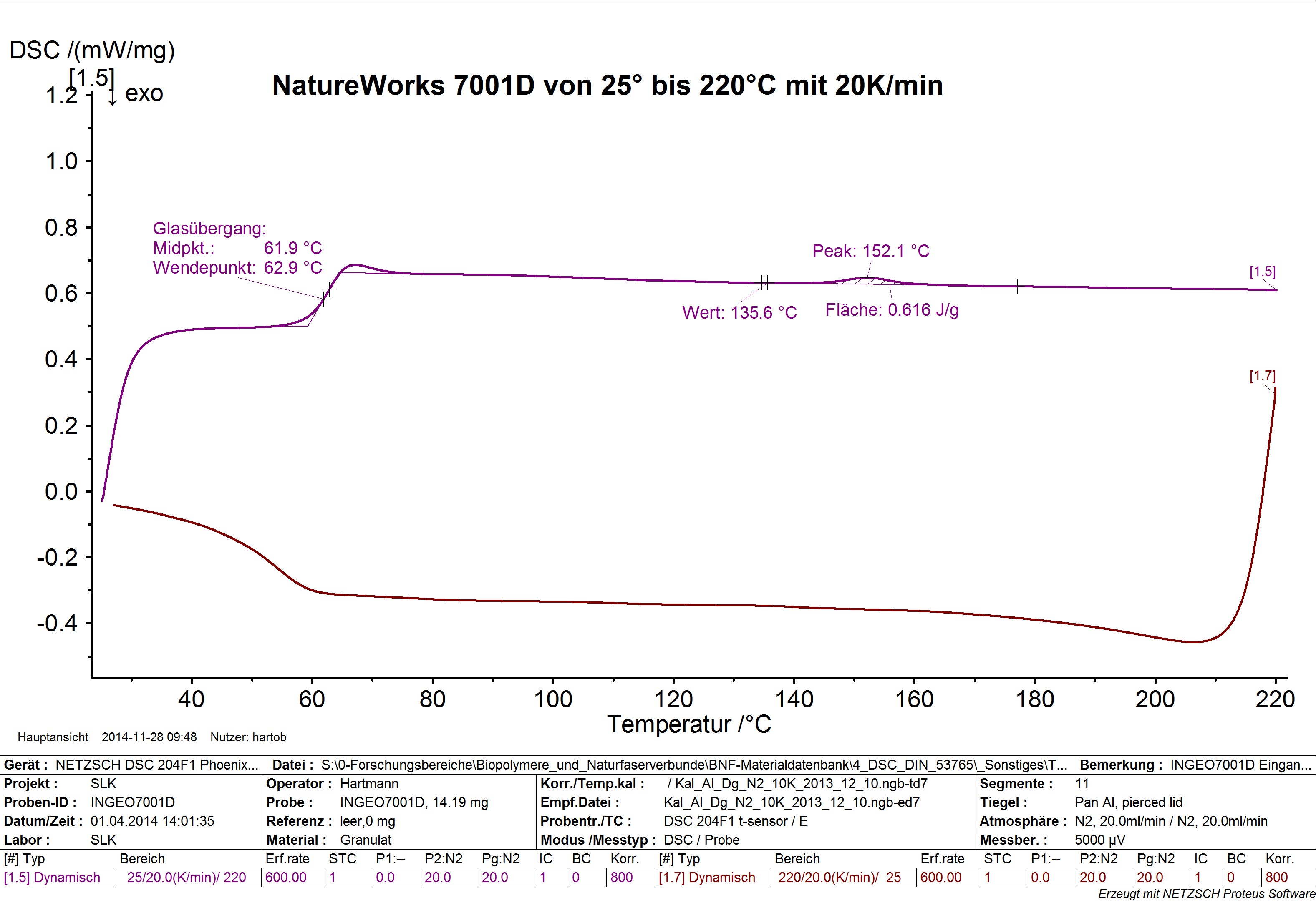 |
| Materialkonditionierung | |
| Gerätebezeichnung | Koch Trockenluft-Granulattrockner |
| Geräteart | Trockenluft |
| Temperatur | 60 °C |
| Zeit | 4 h |
| Schmelzen | |
| Norm | DIN EN ISO 11357 |
| Onset | 135,6 °C |
| Schmelzpunkt | 152,1 °C |
| Fläche | 0,616 J/g |
| Wievielte Aufheizung | 2. |
| Heizrate | 20 K/min |
| Downloads |  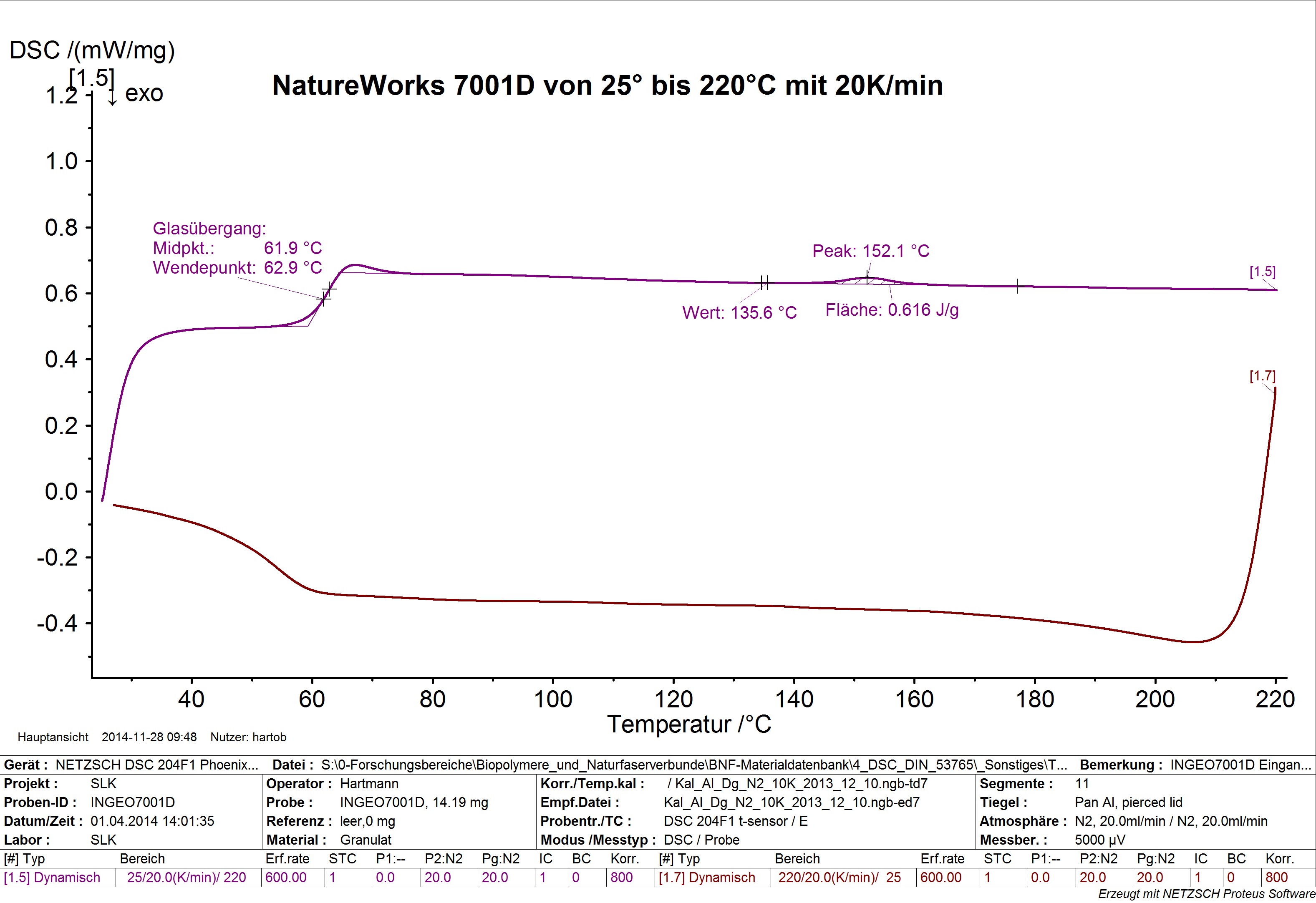 |
| Atmosphäre | N2 |
| Glasübergang | |
| Norm | DIN EN ISO 11357 |
| Wendepunkt | 62,9 °C |
| Mittelpunkt | 61,9 °C |
| Wievielte Aufheizung | 2. |
| Heizrate | 20 K/min |
| Atmosphäre | N2 |
| Schmelze/Viskosität | |
| Norm | ISO 1133 B |
| Downloads |  |
Fragen zu diesem Versuchsprotokoll? Wenden Sie Sich bitte direkt an das SLK.
Die Kontaktdaten finden Sie im Leitfaden. Zum Leitfaden